精工铸造 品质优先
石墨砂轮,细粒度抛光砂轮,陶瓷气孔砂轮,不锈钢磨削专用砂轮,异型定制砂轮
全国服务热线 13526760218
石墨砂轮,细粒度抛光砂轮,陶瓷气孔砂轮,不锈钢磨削专用砂轮,异型定制砂轮
全国服务热线 13526760218

13526760218
郑州荥阳市新材料产业园区钻石5路6号附2号厂区
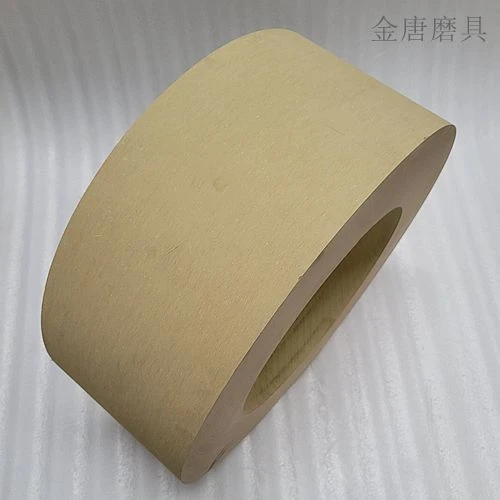
砂轮通常看上去很致密,其实砂轮当中是存在很多气孔的,这也是磨具组成的三要素之一,气孔在磨削当中主要起散热作用,可以短时储藏磨屑,砂轮高速旋转时,大的离心力使磨屑从孔中甩出,从而带走高温磨屑,就是平时磨削过程中,我们看到的火花。
大气孔砂轮作为一种特殊种类砂轮,是由于其中气孔所占得体积和孔的尺寸都大大超过普通砂轮。该品种在我国是20世纪50年代末发展起来的,它的出现解决了一些用普通磨具难以满足的磨加工问题,特别是1975年我国开始研究发展大深切缓进给磨削新工艺以来,促使了大气孔磨具的进一步发展,同时,也体现出大气孔砂轮能提高磨削效率和不易烧伤工件的优越性。
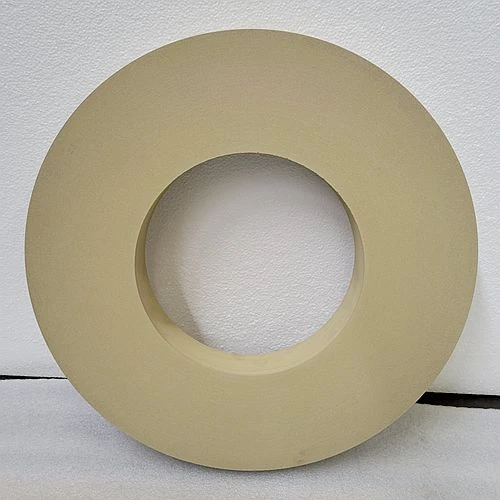
应用大气孔砂轮磨削时,由于气孔尺寸大,容屑排屑性能好,与普通磨具相比,切屑能更容易进入砂轮气孔中,更容易甩出。况且大气孔砂轮的自锐性好,砂轮表面不容易被堵塞,大气孔砂轮提供了良好的切削条件,虽然参加切削的磨粒数少,但切削厚度加大,磨削时的进刀深度和修整间隔均比普通砂轮有较大幅度的提高,从而使磨削效率大大提高。
由于大气孔砂轮内部有大量气孔,进行磨削时不仅自冷却作用好,并且能储存大量的冷却液以降低磨削区的温度,从而有效地保证了加工质量,在被加工工件表面上几乎不出现烧伤现象。
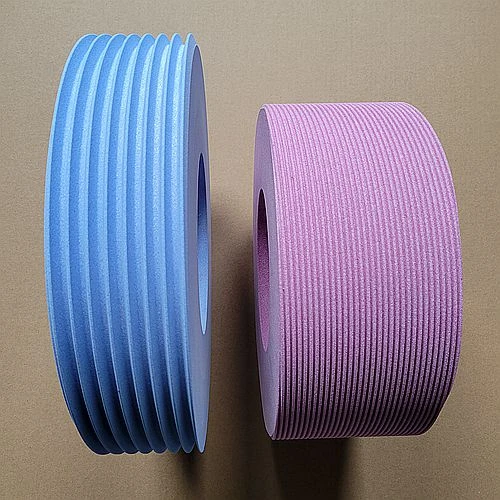
鉴于大气孔砂轮的特点,使他具有以下用途:
1:广泛用于磨削加工软金属,橡胶皮革等非金属材料
2:特别适合磨削大平面,薄壁工件及其他易受热变形的工件
3:用于深切缓进给磨削
随着市场的发展,合金金属工件越发繁多,高铬镍不锈金属应用也越来越广泛,这些工件用传统的普通砂轮磨削,已逐渐不能胜任,往往会出现,磨削不锋利,工件被烧伤等现象,如果砂轮做成大气孔砂轮,在配合现在新研制的一些磨料,这些新材料的磨削问题便会解决,金属合金工件越发繁多,工件硬度与韧性同时逐步增加,给砂轮磨削造成很大的困难,砂轮新配方研发任重而道远。