精工铸造 品质优先
石墨砂轮,细粒度抛光砂轮,陶瓷气孔砂轮,不锈钢磨削专用砂轮,异型定制砂轮
全国服务热线 13526760218
石墨砂轮,细粒度抛光砂轮,陶瓷气孔砂轮,不锈钢磨削专用砂轮,异型定制砂轮
全国服务热线 13526760218

13526760218
郑州荥阳市新材料产业园区钻石5路6号附2号厂区
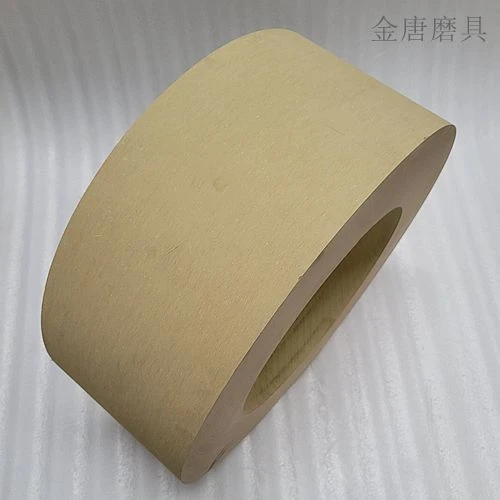
石墨砂轮是很早就研发出的一种抛光砂轮,属于树脂结合剂微粉砂轮的一种,*近几年有一部分厂家开始尝试用橡胶结合剂做石墨砂轮,但是市场上仍以树脂结合剂石墨砂轮为主。早些年,因为国内的磨加工工艺普遍以中低端为主,高精密磨削零件大都使用进口砂轮抛光,近些年随着国内机加工往高精密转型,石墨砂轮使用逐渐变得广泛起来,下面就是石墨砂轮的详细介绍:
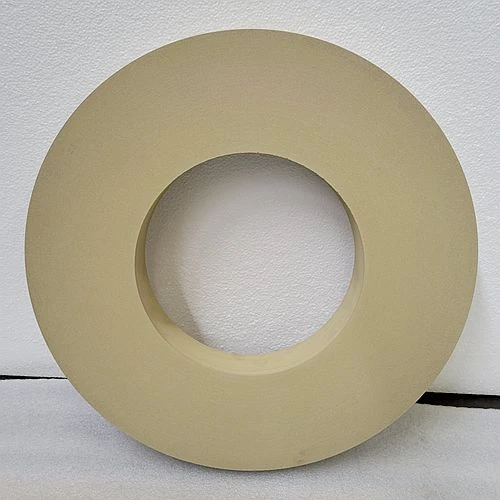
品 名:石墨砂轮 磨 料:WA/GC,分子式AL2O3/SIC
结合剂:环氧树脂 添加料:石墨细粉
粒度:F400-F1000# (W20-W7) 硬度: E/F
使用线速度:不高于35m/s
磨削对象:轴承钢,模具钢,不锈钢,高速钢,硬质合金钢,铸铁类等其他金属材料。使用行业:轧辊,油缸油泵,活塞杆,齿轮,伸缩臂,活塞销,高精轴承等其他精密制造行业。
光洁度: 普通外圆磨可达Ra0.04-0.01,无心磨削可达Ra0.06-0.04.
修整工具及方法:金刚石笔,小进给量慢速移动修整。
磨削方式:带磨削液湿磨,不可干磨,磨削液采用普通磨削液即可,磨削液须干净,无杂质,若粗磨与抛光共用一台床子,抛光前需更换加细滤纸重新过滤磨削液或直接更换新磨削液。
使用方法:
1砂轮上机前,应先目测其外表,有无裂纹和损伤,用木锤或橡胶锤轻敲砂轮应发出清脆声音,使用前应上机空转3分钟,无问题后方可使用。
2石墨砂轮因粒度号比较细,磨削力很弱,单次进给量在1丝以下或更小(具体还要看工件的尺寸大小来定),主要用于尺寸精度已基本达到或已达到上公差的抛光工序,不可用于粗磨或半精磨大进给量磨削工序。
3此种砂轮属于研磨砂轮,所需磨削时间会比较长,根据工件尺寸、材质等的不同,外圆磨削时间在5-30分钟之间,具体还要看工件的尺寸大小和前道精磨打底情况来定,前道精磨打底比较好,抛光工序可大大缩短时间。无心磨须尽量放慢导轮速度让工件慢速通过或增加磨削次数以达到磨削要求。